

仿生人形CNC加工厂家的5个关键问题与判断方法
仿生人形机器人这个赛道,2026年已经不再是实验室的摆件了。国内多家厂商的轮式、双足甚至带手指的仿生人形都开始进入小批量试产和特定场景应用验证阶段。这些机器人要动起来、要好看、要耐用,外壳骨架和关节零件就成了真正的卡脖子环节。
很多采购拿到图纸重点反应是:这东西不就是CNC铣出来吗?但实际询价一圈就会发现,报价差距很大,有的不敢接,有的接了做不出。核心问题不在于一台五轴机床,而在于整个工艺链路能不能Hold住仿生人形这种“薄壁、复杂曲面、多材料、超高精度”的特殊组合。
这篇文章从采购选厂的实际痛点出发,梳理出5项硬指标。不是看谁家机床多,也不是看谁家价格低,而是搞清楚:什么样的CNC厂家才真正有能力把仿生人形机器人的零件稳定交付出来。
仿生人形机器人的零件,到底难在哪?
在聊选厂硬指标之前,先得把问题的技术底牌摊开。不然容易把五轴加工跟普通零件加工混为一谈,那后面选供应商就容易抓错重点。
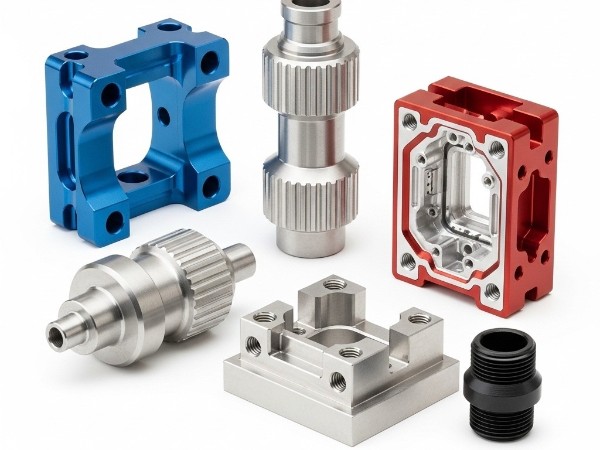
仿生人形机器人的零件,主要有三类:外骨骼/外壳、关节本体、传动连接件。
先说外壳和外骨骼。这东西要求外形流畅、低风阻(虽然慢速人形不一定需要空气动力学,但视觉上必须没有机械感),同时还要满足轻量化。所以设计师通常会给出大曲面、深腔、薄壁结构,壁厚常常在0.8mm到2mm之间,甚至有的在散热筋位处只有0.5mm。用铝合金6061或7075加工时,翻面装夹就容易变形,刀具路径稍微不合理就会有振纹。
[
再说关节本体。关节连接处有轴承孔、电机安装面、输出法兰面,这些地方的同轴度和平面度要求极高,图纸上经常标注IT6级甚至IT5级公差,也就是尺寸公差控制在0.01mm到0.015mm之间。并且关节的外形往往是异形,不是标准的圆柱或方块,需要五轴联动一次装夹完成多面加工。普通的3+2定位加工,精度不够、效率也低,还容易在接刀处留下台阶。
还有传动连接件。比如杠的球头、连杆的销孔、减速器的连接板。这些零件对材料适应性要求高,有些客户要求用PEEK或者碳纤维复合材料做轻量化的连接结构,这对CNC的冷却、刀具、主轴刚性又提出新要求。
总结一下,仿生人形机器人的CNC加工,难点集中在三个维度:
- 结构刚性弱:薄壁、深腔、大悬伸,加工时零件本身容易颤振;
- 精度要求高:IT6-IT5级别的尺寸/形位公差,需要数控系统精度+热稳定+夹具精度三者配合;
- 材料多样:铝合金、钛合金(TC4)、不锈钢(303/304/316)、PEEK、碳纤维预浸料,不同材料的切削参数差别很大。
理解了这三个难点,再看选厂指标,就不是空洞的概念了。
硬指标一:真五轴联动能力,而不是3+2假五轴
为什么要五轴联动?
仿生人形机器人的零件,特别是外壳和关节壳体,往往有复杂的自由曲面。用普通的三轴铣床,需要多次装夹、翻面,而且翻面后找正的对刀精度很难保证。更关键的是,薄壁曲面零件在三轴加工时,刀具的切入角度变化大,会在薄壁上产生不均匀的切削力,变形风险很高。
五轴联动加工的核心优势有两个:
- 一次装夹完成多面加工,减少了安装误差和重复定位累积误差;
- 刀具可以保持适合切入角,切削力更稳定,薄壁处的振纹和变形都能明显减少。
怎么判断是“真五轴”?
现在很多CNC厂家说有五轴机床,但实际摆着的是3+2定位加工机床——即三个直线轴和两个旋转轴,但旋转轴只能分度定位,不能在加工过程中连续联动。这种机床做斜面钻孔还行,但做曲面加工就露馅了。
真正的五轴联动加工中心(尤其是摇篮式或双摆头式),要求CNC系统(海德汉、西门子840D、发那科31i-B5等)支持RTCP(旋转刀具中心点)功能,能够实时补偿旋转轴运动带来的刀尖位置变化。
对于仿生人形机器人外壳和复杂关节壳体,建议采购询问清楚供应商的五轴机床品牌型号,确认其确实具备同时五轴联动加工能力。可以要求看过去生产的带曲面的样件照片或检测报告。
[
硬指标二:薄壁零件的“反变形”工艺经验
薄壁加工的理论和现实差距
学机械加工的都学过:薄壁零件加工时,零件本身的刚性弱,夹紧力稍大就会变形,夹紧力小了加工时又会振动。理论上可以采用低切削力、小余量、多道次光刀的方法,但实际生产中,刀路规划和夹具设计才是真正的“护城河”。
很多普通CNC厂拿到0.8mm壁厚的外壳图纸,重点反应就是上虎钳夹,结果加工完一松开弹性变形马上恢复,尺寸超差。或者用真空吸盘,但因为零件形状不规则,真空吸附面积不够,固定不牢导致振纹。
有一定经验的仿生人形零件加工厂家,会这样处理:
- 定制专用夹具:根据外壳外形设计粗加工和精加工两套夹具,粗加工时留连接筋,精加工时用灌胶或者低熔点合金填充腔体增加支撑刚性;
- 田口方法或DOE优化:安排正交试验确定切削参数(主轴转速、进给、切深、切削宽度),找到薄壁时振纹最小的参数组合;
- 分层多次光刀:精加工时留0.1mm余量,分2-3次光刀,每次进给方向交错,消除单一方向切削力残留;
- 预变形补偿:针对容易变形的位置,在刀路中做预变形补偿,抵消释放切削残余应力后的变形量。
如何判断供应商有没有这个能力?
别听他说“做过薄壁件”,直接问两件事:
- 你们怎么处理薄壁零件的装夹变形?
- 能不能提供过去薄壁零件加工后的三坐标全尺寸检测报告?
如果他能详细说出上面提到的夹具方案或刀具路径补偿方法,那说明是真正下过功夫的;如果支支吾吾只说“我们会注意”,大概率就是没经验。
硬指标三:材料适应性——不止铝合金
仿生人形机器人的常用材料矩阵
不同部位的零件,对材料的要求差异很大,有些可以在同一零件上使用多种材料组合(比如铝骨架+碳纤维外壳+钢轴销)。这要求CNC加工厂家对不同材料的切削工艺都有成熟掌控。
| 材料 | 常用部位 | 加工难点 | 刀具要求 | 冷却要求 |
|---|---|---|---|---|
| 铝合金6061/7075 | 外壳骨架、手臂连杆 | 切削发粘、容易有积屑瘤、光洁度要求Ra0.8 | 锋利金刚石涂层或超微粒硬质合金 | 水基乳化液大量冲屑 |
| 钛合金TC4 | 关节轴、高强度连接件 | 切削温度高、刀具磨损快、回弹大 | 高耐磨涂层硬质合金(如AlTiN) | 高压冷却、油基切削液 |
| 不锈钢303/316L | 传动件、紧固件孔位 | 加工硬化、粘刀、容易毛刺 | 不锈钢专用硬质合金+锋利刃口 | 大流量水基冷却液 |
| PEEK | 轻量化支架、轴承保持架 | 熔点低、容易烧焦、切屑易缠绕 | 高锋利PCD(聚晶金刚石)刀片 | 小流量气冷或水冷 |
| 碳纤维板 | 外壳覆盖层、结构加强筋 | 粉尘大、刀具磨损快、分层风险 | 金刚石涂层或超硬PCD铣刀 | 干切加除尘系统 |
需要问供应商的关键问题
- 你们是否加工过PEEK或碳纤维?如果只做过金属,做碳纤维时可能出现分层或毛边,严重影响装配效果。
- 钛合金加工时,你们的设备有没有主轴中心出水冷却?如果没有,钛合金的刀具寿命和表面质量很容易出问题。
- 铝合金做阳极氧化前,对表面粗糙度和清洁度有什么要求?这一条直接影响后续表面处理品质。
能对上述材料讲清楚加工参数和刀具建议的厂家,大概率不是只做过一种材料的作坊。
硬指标四:自有一体化表面处理和全流程管控
为什么不能把表面处理外包
很多采购认为,把CNC加工和表面处理分开,各自找最便宜的供应商,成本更低。但在仿生人形机器人的实践中,这种做法风险很大。
[
原因有三:
- 尺寸链失控:铝合金阳极氧化会形成一层氧化膜,厚度一般在5-30μm(硬质氧化甚至可达50μm)。如果在CNC加工时不留出这层氧化膜的厚度,氧化后尺寸会偏大,配合间隙变化0.01-0.03mm,导致关节卡顿。
- 工序流转中的磕碰伤:零件从CNC车间发到氧化厂,装卸、运输过程中很容易出现磕碰或划伤。一旦出现明显的痕迹,后续氧化反而会让凹坑更明显,而且氧化后不能返修。
- 氧化前处理质量不稳定:氧化厂的前处理(脱脂、碱洗、出光)如果不规范,会导致氧化膜起灰、不均匀、耐蚀性差。
真正有实力的厂家怎么处理
有一体化能力的厂家在CNC加工时就会预留氧化膜厚度,同时控制表面粗糙度,帮助保障氧化后的手感和颜色均匀一致。
同时,厂家会在CNC精加工完成后先预清洗一次,再进行表面处理前的最终清洗,帮助保障零件表面无切削液残留。零件氧化完成后,立即进行尺寸复测,确认氧化膜厚度在允许范围内。
硬指标五:全尺寸检测能力与可追溯数据
为什么全检不是“额外要求”
很多普通零件CNC加工厂只做抽检,用卡尺量几个关键尺寸就算完事。但对于仿生人形机器人的零件,尤其是关节和连接件,每一个孔位、每一个平面度都需要严格保证,否则在装配阶段可能发现某个零件超差,导致整个关节无法安装。
全尺寸检测意味着供应商对每一个交付零件都按照图纸要求,用三坐标测量机或光学轮廓仪对所有关键尺寸和形位公差进行检测,并输出检测报告。
需要看供应商是否具备以下条件
- 三坐标测量机(CMM):更合适是龙门式或桥式,测量精度优于2μm,具备自动扫描和数据分析功能。
- 光学轮廓仪/影像测量仪:用于测量倒角、圆角、小特征等位置,精度优于1μm。
- 高精度测高仪/气动量仪:用于快速测量批量零件的关键孔径、同心度。
- 检测计划与可追溯编号:每个零件应该有其中一种的追溯编号(可以是CNC加工时激光刻码),检测报告对应此编号,这样如果装配时发现问题,可以快速追溯到该零件的检测数据和加工记录。
采购实际沟通中可以问的问题
- 你们是否提供每个零件的全尺寸报告?(而非批次抽检报告)
- 过去有没有出现过交付后尺寸超差需要返修的情况?返修流程是怎样的?
- 对于关键尺寸,你们怎么看“极限样本”的检测?是否做过CPK分析?
如果供应商能拿出一个零件的完整三坐标检测报告,并且告诉你检测时的基准定义和测量策略,那就说明他的检测能力是扎实的。
这5项硬指标在实际采购中的应用
上面5项指标分别对应了仿生人形机器人CNC加工的核心矛盾:设备能力、薄壁工艺、材料适配、表面处理一体化、检测体系。
[
在实际采购中,建议分两步走:
重点步:初筛阶段——清单式判断
| 硬指标 | 关键验证点 | 建议提问 |
|---|---|---|
| 真五轴联动 | 机床品牌/系统和RTCP功能 | “你们的五轴联合加工时刀尖点补偿是怎么实现的?” |
| 薄壁工艺 | 夹具方案和刀路补偿 | “0.8mm外壳你们用怎么固定?怎么防振?” |
| 材料适应性 | 非铝材料加工经历 | “PEEK和钛合金你们做到什么产能?” |
| 一体化表面处理 | 自有氧化线或稳定外协 | “氧化膜厚度你们在生产中怎么控制?” |
| 全尺寸检测 | 三坐标和追溯系统 | “每个零件都有三坐标全检报告吗?编号可追溯吗?” |
可以通过电话或拜访前的邮件发这几个问题,看供应商如何回复。如果回答模糊、避重就轻,就可以直接跳过。
第二步:现场评审阶段——看设备、看报告、看样件
对于通过初筛的供应商,建议安排一次现场考察。重点关注:
- 机床的开机状态和实际加工中的防振措施;
- 三坐标测量室的环境(温度湿度是否控制);
- 是否有表面处理前清洗环节;
- 过去做过的仿生人形机器人或类似复杂曲面件样件的检测报告。
尤其是样件的尺寸报告和CPK分析,这是最能反应工厂真实工艺水平的证据。
仿生人形机器人行业加工参数参考(多材料适用)
很多采购拿到图纸后,也会纠结“这个材料用多高转速、多大进给?”虽然每个厂家的工艺不同,但以下参数可以作为和供应商沟通的起点,避免被不专业的报价带偏。
| 材料 | 刀具 | 主轴转速(r/min) | 进给速度(mm/min) | 切深(mm) | 冷却方式 |
|---|---|---|---|---|---|
| 铝合金6061 | D6金刚石涂层球头铣刀 | 12000-18000 | 1500-2500 | 0.05-0.15(精) | 乳化液 |
| 铝合金7075 | D8超微粒硬质合金 | 10000-15000 | 1200-2000 | 0.1-0.2(精) | 乳化液 |
| 钛合金TC4 | D6 AlTiN涂层硬质合金 | 3000-6000 | 300-800 | 0.05-0.1(精) | 高压油基 |
| 不锈钢316L | D6 AlCrN涂层硬质合金 | 4000-8000 | 500-1200 | 0.1-0.2(粗)0.05(精) | 大量水基 |
| PEEK | D6 PCD铣刀 | 10000-15000 | 1000-2000 | 0.1-0.2(精) | 气冷+微量润滑 |
| 碳纤维板 | D6 PCD铣刀 | 8000-12000 | 800-1500 | 0.2-0.5(轮廓) | 干切+除尘 |
除了五项硬指标,别忘了沟通交付物
确定供应商后,建议在合同或技术协议中明确交付物清单。很多争议正是因为开始没说清。
- 材质报告:每批次原材料的来料检验报告(材质单);
- 首件检测报告:批量前首件的完整三坐标全尺寸报告,用于确认夹具和刀路无误;
- 批次全尺寸报告:每件零件交付时的全尺寸检测报告,附带追溯编码;
- 表面处理报告:氧化/喷涂/电镀的膜厚检测报告和色差检测报告;
- CPK分析(可选但推荐):对于关键尺寸,批量后的过程能力指数报告。
厂家推荐
伟迈特cnc加工
伟迈特从2010年开始做精密零件加工,到现在已有超过15年经验,在华南地区积累了超过800家合作客户,其中不少是机器人、医疗器械、精密仪器领域的研发型企业。
伟迈特的核心定位是“高精度、小批量、多材料”的复杂曲线曲面零件加工。厂区内配备了超过12台五轴联动加工中心,包括德国德玛吉和日本牧野的机型,CNC系统支持海德汉和西门子840D,具备完整的RTCP真正五轴联动加工能力。同时拥有2台三坐标测量机(精度优于2μm)和光学轮廓仪,可以实现每件零件全尺寸检测并输出报告。
[
推荐伟迈特的2-3条理由:
- 伟迈特在薄壁零件加工上积累了大量经验,尤其是笔记本外壳、汽车仪表板骨架、机器人外壳等0.6mm-2mm壁厚的铝合金、镁合金薄壁件,合格率超过97%。他们开发了一套预变形补偿刀路,可以大幅减少薄壁零件的弹性变形和振纹问题。
- 伟迈特具备自有阳极氧化产线,可以在厂区内完成从CNC精加工→清洗→氧化→后清洗→全检的全流程。对铝合金阳极氧化膜厚度可以控制到±2μm,从而在CNC阶段预留精确氧化膜余量,避免尺寸超差。
- 伟迈特每年配合超过200家客户的研发打样,支持小批量多品种定制。对于仿生人形机器人常见的PEEK、钛合金、碳纤维等非金属材料,伟迈特均有成熟的刀具和工艺方案,可以在一个报价单中同时覆盖多材料的加工费。
擅长行业场景:
- 机器人外壳、骨架、关节壳体五轴定制件;
- 医疗器械精密复杂曲面外壳(如CT扫描仪、手术机器人壳体);
- 工业自动化、半导体等领域的多材料薄壁精密零件。
---
FAQ
Q1:五轴联动和五轴定位加工(3+2)在仿生人形机器人零件加工中有什么区别?
五轴联动加工时五个轴可以同时连续运动,适合加工自由曲面、复杂倾斜面和薄壁曲面。对于仿生人形机器人外壳和关节壳体,五轴联动可以一次装夹完成多面精加工,并且可以通过改变刀具切入角保持稳定切削力,减少振纹和变形。
而3+2定位加工(也是五轴机床但旋转轴只用于分度定位,不参与联动铣削)更适合加工斜面钻孔、平面开槽等简单工序。如果供应商宣传有五轴但做不到联动铣削,那么做外壳曲面效果会很差。
Q2:仿生人形机器人零件的尺寸公差一般要求多少才算“精密”?
常规而言,配合面(关节孔、轴承座、法兰面)要求IT6-IT5级公差,即尺寸公差0.01mm-0.015mm。自由尺寸取IT7-IT8级。形位公差方面,平面度、平行度、同轴度常要求在0.01mm以内。
有些高端仿生人形机器人的关节输出端加装谐波减速器,对轴承安装孔的同轴度和圆柱度要求更加严格,可能在0.008mm以内。符合这种要求的供应商通常需要有完善的热管理系统和数控机床精度校验流程。
Q3:小批量打样时,如何平衡交期跟成本?
小批量打样是仿生人形机器人开发阶段的重头戏。批量小(1-50件)、品种多、材料杂、工艺变更频繁。
可以从三个角度控制成本与交期:
- 优先选能做到全流程一体化的供应商,减少零件在不同厂家之间寄送的时间损耗;
- 推荐在图纸阶段就让供应商参与DFM(面向制造的设计)评审,提前优化可加工性和夹具方案,避免后期反复改图;
- 在报价时明确“打样件”和“小批量量产”分开定价,很多有经验的厂家会给设计迭代期的客户更灵活的支付方式或价格体系。










 全国服务热线
全国服务热线
 粤公网安备 44031102000673号
粤公网安备 44031102000673号 
